Evde titanyum kürek nasıl ve neyle demlenir
Kürek, herhangi bir arazi sahibinin cephaneliğindeki vazgeçilmez bir ekipman parçasıdır. Titanyum modeller oldukça dayanıklıdır ve başka önemli avantajlara da sahiptir. Ancak bazen süngü üzerindeki yükün artmasıyla metal patlayabilir. Nasıl demleneceğini bulalım kürek titanyumdan yapılmış ve süreçte nelere dikkat edilmesi gerektiği.

Makalenin içeriği
Titanyum kaynağının özellikleri
Bu metalin kaynaklanabilirliği çeşitli faktörlerden etkilenir. Öncelikle titanyumun, aralarında nitrojen, oksijen ve hidrojenin de bulunduğu havadaki gazlara karşı yüksek kimyasal reaksiyonu vardır. Sıcaklık 800 dereceyi aştığında metalin tanecik büyümesine daha fazla eğilimi olması da önemlidir.
Titanyum 350 dereceye ısıtılırsa aktif olarak oksijeni emmeye başlar. Sonuç olarak yüzeyde (kaynak bölgesinde) rengi sarıdan mora değişen, yavaş yavaş beyaza dönüşen bir film oluşur.
500 dereceye kadar ısıtılması metalin mukavemetinin ve sertliğinin artmasına neden olur. Ancak plastik özellikleri azalır.
Titanyum ve hidrojenin etkileşimi zararlı bir olguya yol açar - hidrojen gevrekleşmesi. Malzemenin kırılganlığının artmasına katkıda bulunur. Titanyum soğuduktan sonra kaynak yapılan kısım bir süre sonra düşer.
Yüksek sıcaklıklara maruz kalma nedeniyle tane miktarındaki artış metalin mukavemetini azaltır. Titanyumun yüksek bir erime noktasına sahip olduğunu hatırlamakta fayda var. Onunla çalışırken çok güçlü bir konsantre ısı kaynağı kullanmalısınız.
Kaynak yaparken dikişin her iki taraftan da korunması gerekir. Kenar hazırlığına özellikle dikkat edilir. Uzun süre ısıtmanıza gerek yok. Titanyum kürek kaynak yaparken sıcaklık koşullarını dikkatle izlemek gerekir. Çalışma alanındaki metali korumak için özel akı bileşiklerinin kullanılması tavsiye edilir. Metal kaplamalar da işe yarayacaktır. Gaz yastıkları kullanılabilir. Bunları oluşturmak için paketlenmiş odalar kullanılır.
Kürek üzerindeki kusurları düzeltme sürecinde güvenlik önlemlerine dikkatle uymalısınız. Son derece dikkatli çalışmalısınız.
Titanyum kürek kaynağı için gerekli malzeme ve ekipmanlar
Süreç şunları gerektirecektir:
- Kaynak makinesi. TIG modunu desteklemelidir. Brülöre sahip olmalıdır.
- Koruyucu gazla dolu bir silindir. Helyum, argon veya her ikisinin karışımı uygundur.
- Erimeyen tungsten elektrotlar.
- Doldurma teli.

Evde kaynak yapmaya hazırlanıyor
Metalin kaynağa hazırlanması için işlem yapılacak alanların kenarlarının işlenmesi gerekmektedir. Yüksek oksijen ve nitrojen içeriğine sahip metal tabakayı çıkardığınızdan emin olun. Bu parçacıkların çalışma alanında bulunması, oluşan dikişin özelliklerinin bozulmasına yol açacaktır. Metalin kırılganlığı artacaktır.
İş parçalarının kalınlığı 4 mm'yi geçmiyorsa kaynak sırasında kenarları kesmeden yapabilirsiniz. Diğer durumlarda 60 derecelik açılma açısı korunarak gerçekleştirilir.
Ayrıca dikişin kökünü ve çalışma alanını arka taraftan korumak da gereklidir. Tedavi karşı tarafa ulaşmasa bile. Aslında titanyum çevredeki havadaki gazlarla etkileşime girdiğinde reaksiyon sıcaklık 300 dereceye ulaşır ulaşmaz başlar.
Dikişin arka tarafını korumak için çelik veya bakırdan yapılmış pedler kullanılır. Sıkıca takılmaları gerekiyor. Ayrıca özel oluklara veya yapının içine yönlendirilen argon üflemeyi de kullanabilirsiniz.
Eğer dikişlerin içi korunmadan işlem yapılabilecekse o zaman yüzeyin soğuması için aralar verilmelidir. Dikişlerin kendisi kısa olmalı, 20 mm'den fazla olmamalıdır.
Tükenmeyen bir elektrotla titanyum kürek kaynaklama yöntemi (TIG yöntemi)
TIG, inert gazların koruması altında tungsten bazlı bir elektrot kullanan bir kaynak teknolojisidir. Çekirdeğinin erimediği kabul edilir. Bu manuel ark kaynağıdır - elektrot ile iş parçası arasında bir ark oluşur ve torçtan koruyucu gaz gelir. Katkı maddeleri manuel olarak sağlanır. Elektrot 45 derecelik bir açıyla keskinleştirilir. Akım 100 amper dahilinde tutulmalıdır.
1,5 mm kalınlığa kadar olan ürünler hiçbir katkı maddesi kullanılmadan uç uca birleştirilebilir. Diğer durumlarda çubuk beslenir. Katkı maddesinin çalışılacağı bölgenin alaşımına uygun bileşimde olması gerekmektedir. İşleme başlamadan önce vakumda tavlanması gerekir. Bu hidrojeni ortadan kaldıracaktır. Katkı maddesi mühürlendiğinde özelliklerini maksimum 5 gün boyunca koruyacaktır.
İşi gerçekleştirmek için voltajı 15V'a ulaşan sabit kutuplu bir akım gereklidir. Elektrot yüzeye belirli bir açıyla (70–80°) yönlendirilmelidir. Katkı maddesi elektrot eksenine dik olarak beslenir.
Aşağıdaki fotoğraf herhangi bir titanyum ürününün TIG kaynağı sırasında elektrotun ve katkı maddesinin konumunu göstermektedir.
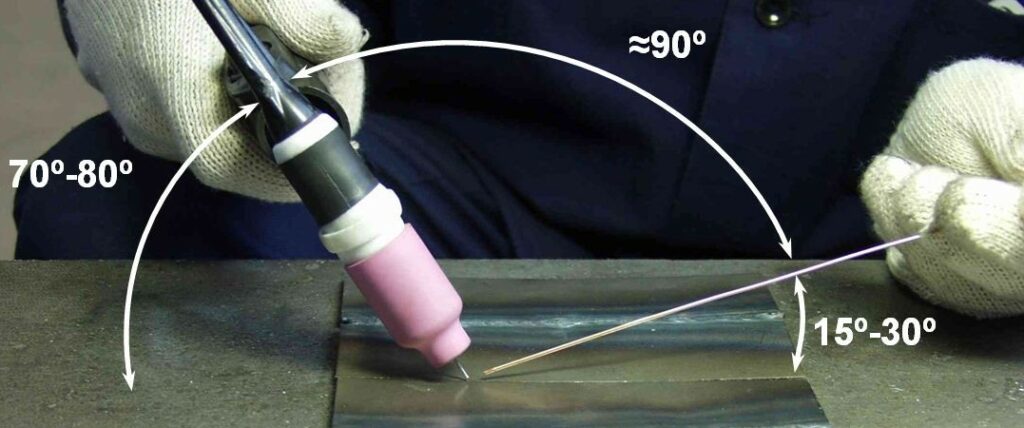
Dikiş oluşumu hassas hareketlerle gerçekleştirilmelidir. Çalışma alanı tamamen soğuyana kadar dikiş üzerine argon püskürtülmesi tavsiye edilir. İşlem son derece dikkatli bir şekilde gerçekleştirilmelidir.





2 parça kırdım. Bunlar kötü küreklerdir, kimseye güvenme. Oyuncak gibidirler. Ve eğer toprak çok hafifse, orayı dirgenle kazarlar.